
榆构科技团队专业解读:装配式PC模具关键技术在北京城市副中心市政府办公楼的应用
以下文章来源于混凝土世界杂志 ,作者李久会 李晓文等。
2017年,北京榆构集团有幸参与北京城市副中心行政办公区的建设任务,以雄厚的科技研发实力和完善的装配式建筑一体化服务链条,成为副中心预制外墙挂板的唯一合格供应商。
千年大计、国家大事,北京榆构集团组建专班队伍,攻坚克难、投入全部时间和精力,科学组织、精心管理,最终圆满完成参建任务。
建设时,行政副中心建筑分A、B组团,A组团为市委、市人大、市政府办公用楼,B组团为北京市各委办局办公用楼。其中,北京市政府办公楼以窗口型挂板及预制清水挂板为主,共计20234㎡,仅在79天内就完成了1405块、139种型号的预制构件生产。
短期内顺利完成高规格、多种型号预制挂板的生产,离不开模具关键技术的优化和提升。下面,就跟随榆构科技团队,共同了解北京城市副中心市政府办公楼预制外墙工程的模具技术攻坚历程。

北京城市副中心市政府办公楼外观
预制清水混凝土窗口外挂板模具制作关键技术研究
原文参见《混凝土世界》2022年09期 P50~P53
李久会1 李晓文2 王小川1 霍维霞2
1. 河北榆构建材有限公司 河北 固安 065500
2. 北京榆构有限公司 北京 100070
摘 要:清水混凝土预制构件要求表面清水效果,棱角分明,不能有磕碰,因此,清水混凝土预制构件制作的关键技术在于模具制作,模具制作的关键在于模具设计及模具加工。本文就北京城市副中心清水混凝土预制外墙挂板工程,对预制清水混凝土窗口外挂板模具制作加工关键技术进行研究,为以后清水混凝土预制构件模具制作提供技术支撑。
关键词:清水混凝土;预制挂板;钢模具
引言
清水混凝土预制构件因其外观朴素自然且不加修饰的特色,在装配式建筑结构中的应用越来越广泛。而制作清水混凝土预制构件的关键技术在于模具制作。针对北京市城市副中心项目高难度窗口外挂板等清水混凝土预制构件模具进行设计加工,本文对该项目的清水混凝土构件模具制作关键技术进行分析,以期为同类型清水混凝土预制构件模具制作提供技术支撑。
1 工程概况
北京市城市副中心行政办公区全部采用装配式建筑设计理念,各楼主体结构体系为混凝土框架结构,外墙为预制混凝土装配式结构。该项目中市政府办公楼项目使用的是装配式清水混凝土外墙挂板,地下2层,地上10层,总高度47.9m。预制清水混凝土构件主要包括预制窗口挂板、菱形挂板、角板挂板和平板挂板。本文针对窗口挂板模具制作关键技术进行研究。
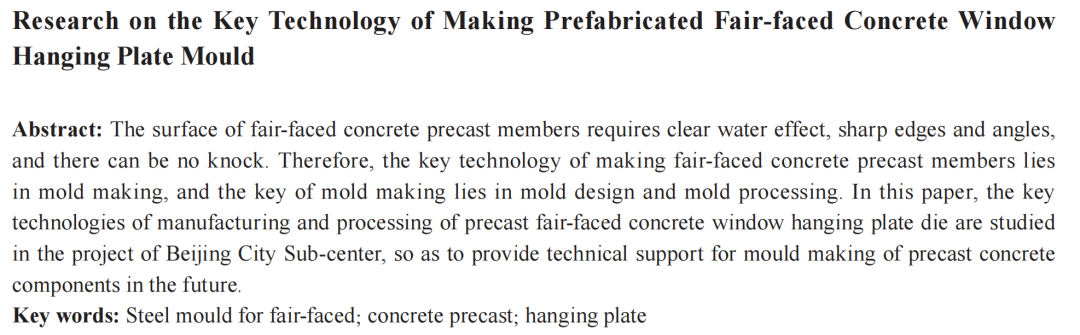
最大窗口挂板尺寸5.04m×4.58m×0.64m,重量7.1t,其外形的形式上包含各种装饰性线条、直角、斜截面、斜交截面、转角弧面等。其中各方向交叉面最多的一块达到52个平面,棱角众多。窗口的外立面、内立面如图1、图2所示。
高难度的预制构件给模具设计与加工提出了很高的要求,模具制作不但要保证模具刚度、强度、稳定性、支拆方便等使用性能,还需要保证构件尺寸和清水面应用效果。模具设计与制作是该项目的关键。
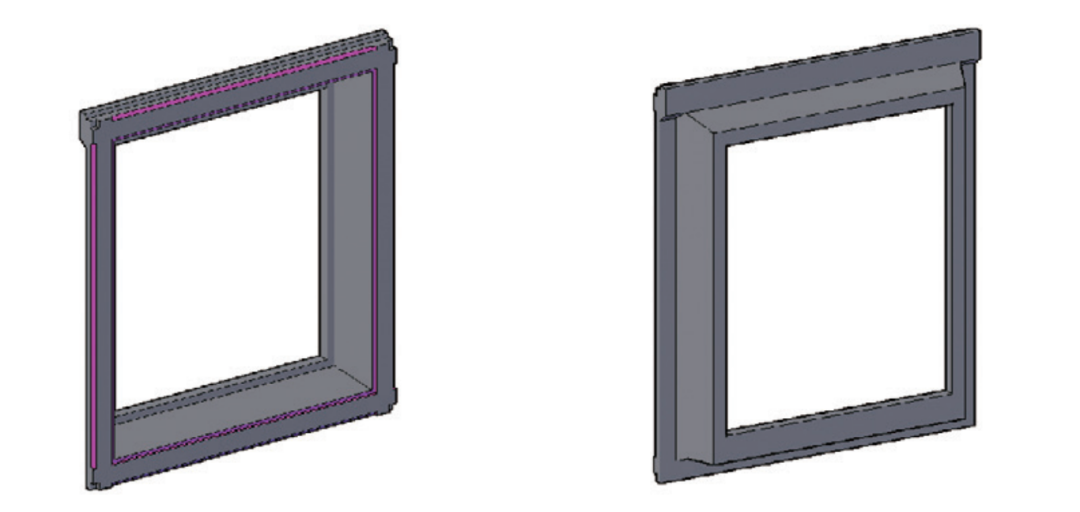
图 1 窗口外立面 图 2 窗口内立面
2 模具加工制作及设计要求
模具加工制作应满足GB 50017—2017《钢结构设计规范》和JGJ/T 74—2017《建筑工程大模板技术标准》中对结构强度、刚度、稳定性的要求。为了能满足清水混凝土预制构件对模板的质量要求,在模具设计和加工过程中进行了关键工序控制。
2.1 尺寸偏差和表面质量要求
为了满足工程要求,更好的控制清水混凝土预制构件质量,公司在国家标准、行业标准及地方标准的基础上,制定了内部的《清水混凝土预制构件质量验收规程》。其中,对于清水混凝土构件模板尺寸允许偏差和清水面的质量要求见表1、表2。
表 1 清水混凝土预制构件模板尺寸允许偏差
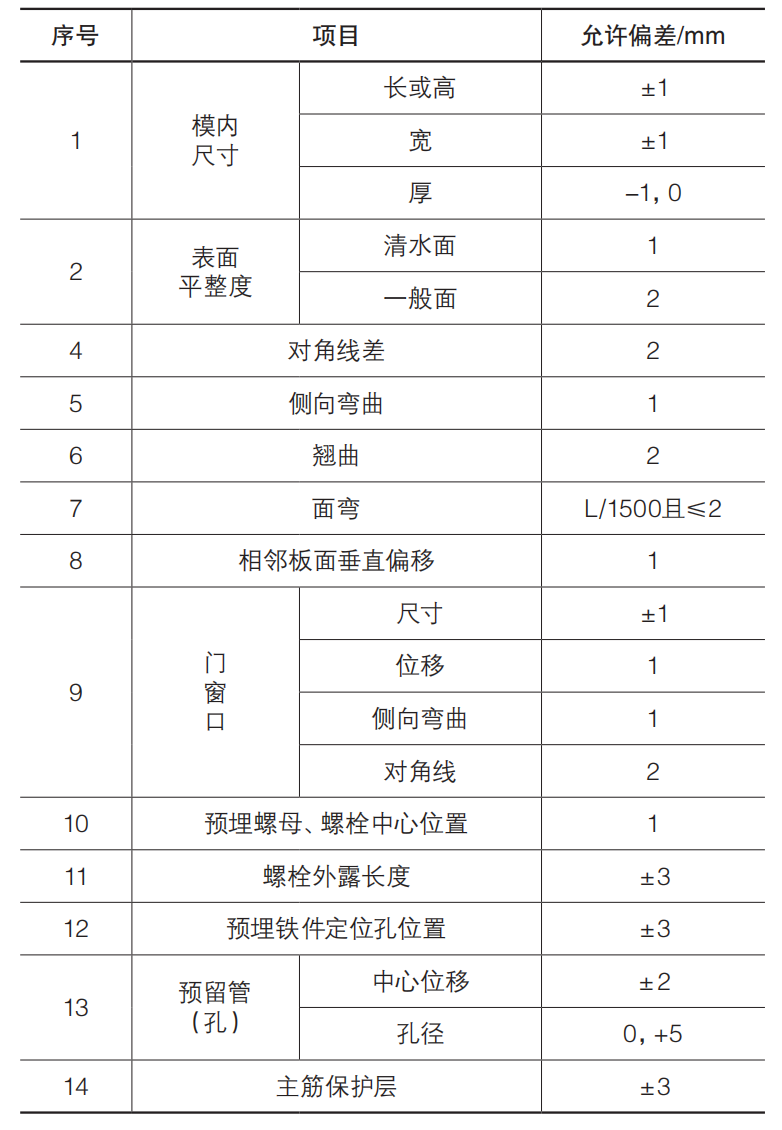
表 2 清水混凝土预制构件钢模板清水面质量要求

2.2 模具设计
2.2.1 模具设计加工技术难点
(1)窗口外挂板构件共由大小52个面组成,面与面之间均为斜角度相交,放样及下料复杂。
(2)窗口外侧内沿周圈存在30mm×40mm的凹线,尺寸过小无法整体折弯成型,且此处是外观效果的关键点,模具面板拼接时不能出现漏浆、泌水现象,凹线长度方向必须顺直。
(3)窗口外挂板表面精度要求及观感要求高,其中窗口的外表面4个框处不得有钢板拼缝。
(4)模具的尺寸误差精度要求高。
(5)窗口内侧平面共约43个预埋螺母,螺母位置误差为1mm。
2.2.2 模具设计方案
模具在加工制作前,根据加工技术难点,制定模具设计方案,模具下料、成型、制作严格按签认后的模具方案执行。根据加工技术难点,该工程模具设计关键技术[1-2]如:(1)尺寸精度保证:为了保证尺寸的精度要求,所有面板及筋板均采用激光切割下料(如图3所示)。(2)弯折成型设计:窗口四框除相交部位留一个小方板外,均为整体下料并折弯成型。钢板折弯之前应对照图纸或样板划出折弯线,根据钢板厚度、长度、折弯半径等参数选择正确的折弯模口,先试折,核实无误后再进行批量折弯,以保证折弯的角度和光滑度。如图4、图5所示。(3)窗口脱模设计:窗口模具上部窗口内框模采用对角向上脱模形式,先脱除2个小角,剩余2个大角不再拆除,可以减少现场拆模工作量,提高工作效率。窗口模具结构示意图如图6所示。(4)凹槽部位设计:针对窗口和菱形挂板凹线部位,采用后加角板并通过螺栓与底板紧固,为防止角板与底板间的拼缝不严密,拼缝处满涂专用密封胶,并在固定完成后在空隙部位满填泡沫密封胶(如图7所示)。(5)埋件位置精度设计:窗口内侧平面上的埋件采用整体钢板激光切割,每面埋件统一在一个整体埋件固定钢板上,保证各种埋件位置的精准。如图8所示。(6)模具改制设计:模具改制时,窗口构件宽度有部分型号是窗口模内尺寸不变(即立侧剖面或横向剖面一致),而仅调整一侧从内口到外侧模的距离。此一侧模具需要做成底托梆的形式,以最长构件宽度或高度制作模具,侧梆可以在底模上水平移动。结构形式相同的构件可以通过移动钢制盒子达到不同部位缺口的目的。菱形、角板清水挂板有同类情况。窗口改制模具示意图如图9所示,图9即通过左侧模水平移动实现构件宽度的变化。

图 3 激光切割机下料

图 4 弯折图纸(单位:mm)
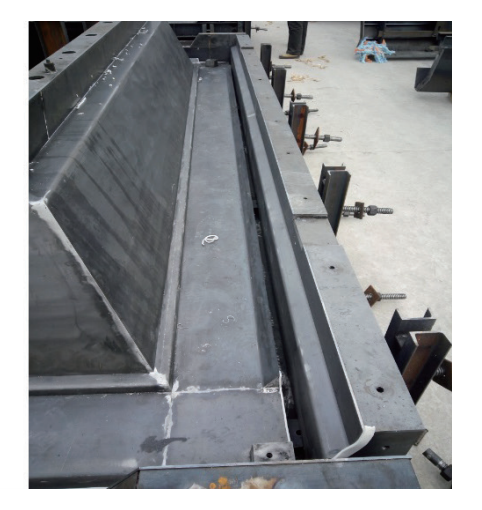
图 5 弯折后成品模具

图 6 窗口模具结构示意图

图 7 凹线部位大样图
图 8 埋件固定工装示意图
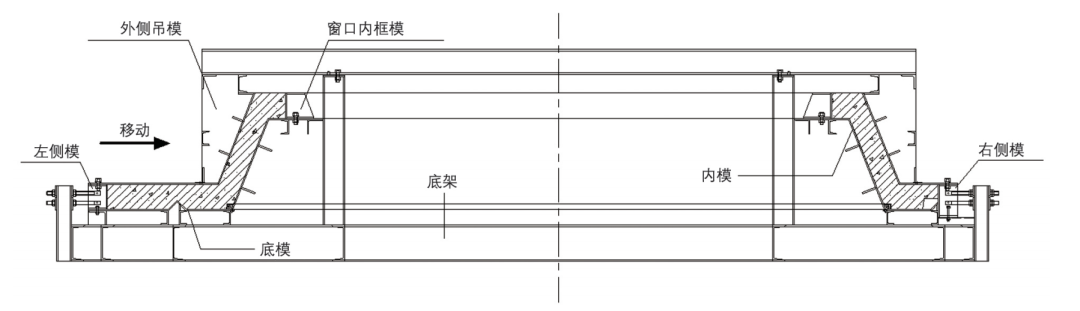
图 9 窗口模具改模示意图
经过以上方案设计,并经过验算,模具结构均满足GB 50017—2017和 JGJ/T 74—2017中对结构强度、刚度、稳定性的要求。
2.3 模具制作加工过程的质量保证
为了保证清水混凝土预制构件清水面和尺寸精度的要求,在模具制作加工过程中对以下方面进行了质量控制[3]:(1)原材选用:清水混凝土挂板外观质量主要取决于合理的模具结构和优质的板面,清水面钢板应采用Q235钢板,需要折弯的面板应保证其折弯表面氧化皮致密、均匀、完整。钢板材料应表面光滑平整,无扭曲变形、折叠死弯、划痕、锈蚀、斑痕、龟裂等质量缺陷。某些质量差的钢板在构件蒸养过程中会渗出氧化物,污染构件表面。相对来讲,5mm和8mm单轧钢板相较于同规格连轧钢板,其表面更平整,表观质量更好,适合做清水混凝土构件模具。(2)原材下料:清水混凝土预制构件对模具的尺寸精度要求高,因此模具制作的下料工序十分重要,模具面板、带板和筋板均采用激光切割下料,保证板材尺寸精准。根据构件特点,确定整体下料还是拼接成型,并确定拼接的位置、方式等。型材下料必须采用无齿砂轮锯、数控设备切割,严禁使用手工切割。(3)焊接要求:面板对接拼焊,拼接时,用二氧化碳保护焊或小直径焊条焊接,焊接电流应调整合适,不能发生烧穿或焊不透现象。对接缝必须满焊,与混凝土的接触面,焊口打磨不能有凹凸现象,磨平区域控制在20mm左右,骨架焊缝要求满焊,焊缝不小于5mm,槽钢与槽钢间的连接处必须干净。(4)加工制作质量保证:各部位的边框、支架、筋板、横肋、纵肋在使用前必须要调直,与面板结合要紧密间隙<0.5mm;在加工侧模和堵头时,焊口均匀分布在无混凝土接触的一面,采用间断焊,焊缝长度不小于25mm,焊缝间距150mm左右,避免因焊接打磨造成表面不平整,从而导致漏浆等现象的出现;模具底架部分在制作完毕后,必须用水准仪抄平;所有部位的空洞、螺栓孔(圆形、方形、椭圆形)必须使用台钻、数控、冲床等设备操作,严禁使用手工切割。
3 工程应用
由北京建工集团承建的北京城市副中心A2项目,外墙挂板高4.5m、宽4.2m,单块总重量平均达到6.5t,这是北京城市副中心A2项目首次大面积应用预制混凝土挂板幕墙。该工程构件的生产,通过对模具的加工方案设计及制作加工,解决了复杂截面、节点、构件出模等关键技术,体现了高精准地控制制作环节的工艺水平。通过模具的使用,生产的构件得到了业主和甲方的一致认可。
在工程正式生产前,对模具进行了样板生产,如图10~图12所示。通过模板设计、制作加工与使用,生产的构件应用于城市副中心项目。

图 10 窗口外挂板模具

图 11 窗口外挂板成品

图 12 工程样板图
结语
本文通过对北京城市副中心清水混凝土窗口外挂板模具项目的设计和制作加工,对清水混凝土模具制作加工关键技术进行了研究,得出以下结论:
(1)清水混凝土预制构件模具加工是实现其清水饰面效果的关键所在,除结合工期、构件图纸、施工便利性和模具改制等因素综合考虑模具的配置方案外,在单套模具设计过程中还应注意清水面模具成型工艺,做到面板一次成形,尽量减少清水面模具的拼缝。
(2)模具设计方案是模具加工制作的前提,做好清水混凝土模具,须根据技术难点,对模具加工制作进行方案设计,考虑到各个细节,方能使得制作加工的模具符合清水混凝土预制构件的外观要求。
(3)模具加工质量控制,是保证清水混凝土预制构件清水效果的重要环节。在保证表面平整度和尺寸精度方面,要对原材选用、原材下料、焊接、加工制作的质量控制方面进行控制措施。
参考文献

